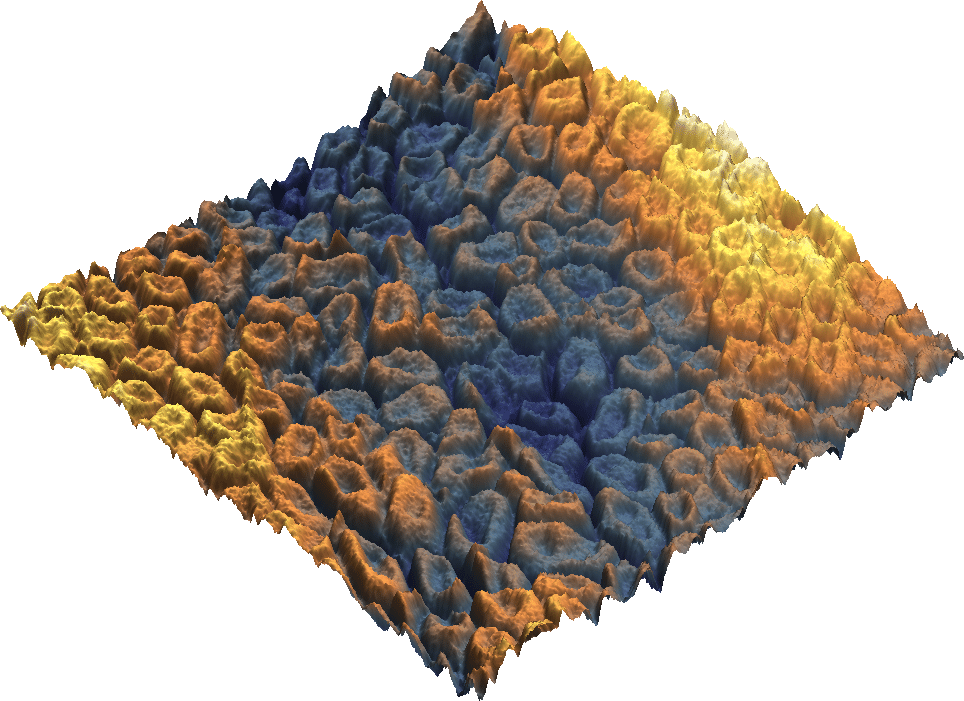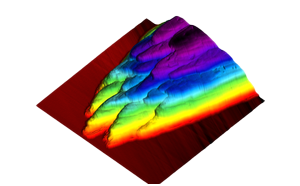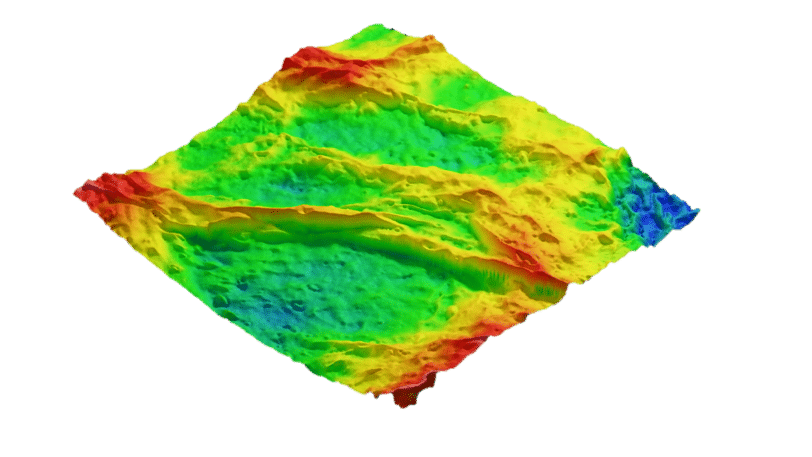
Morphology
Visualize your sample in 3D with the highest resolution.
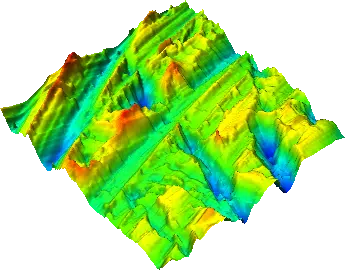
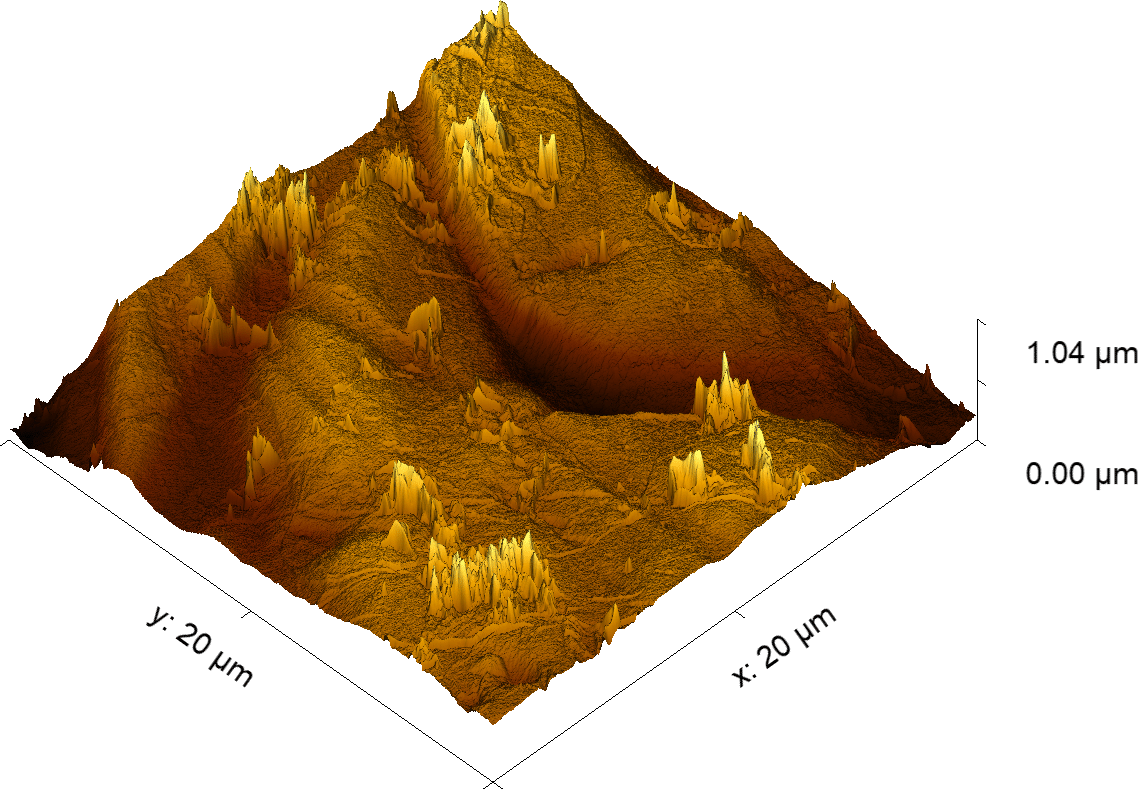
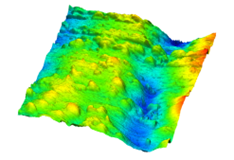
Roughness
Go beyond line profiles and Ra: get high-resolution quantitative data across the surface.
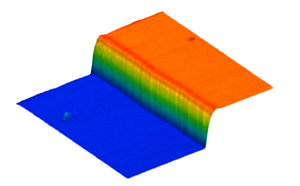
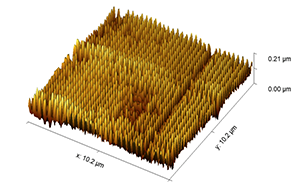
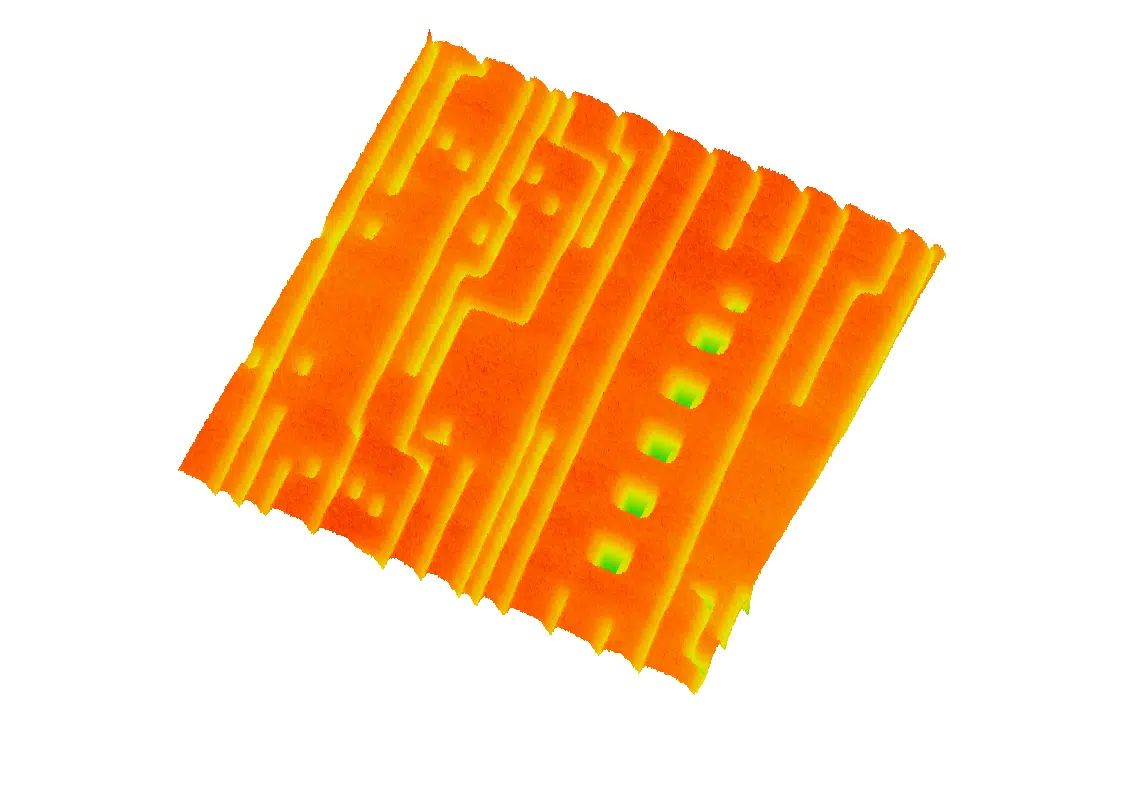
Thickness
Measure film thickness and step heights accurately.
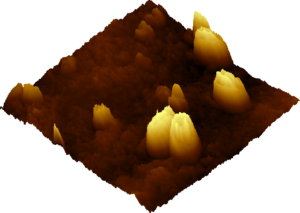
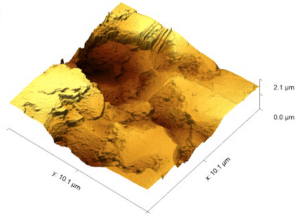
Nano-particles
Determine particle size, shape and distribution.

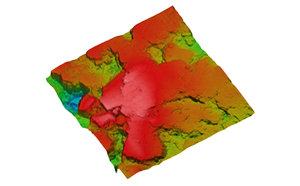
Phase Imaging
Discover the spatial distribution of components in your materials.